
त्वरित लिंक
हमारे बाह्य प्रकाश उत्पादन संयंत्र में, ISO9001 गुणवत्ता प्रणाली का मूल मूल्य सभी विभागों के बीच प्रक्रिया-आधारित सहयोगात्मक प्रयासों में निहित है। सामग्री के आगमन से लेकर तैयार उत्पाद की डिलीवरी तक, प्रत्येक चरण में जिम्मेदारियों का बेजोड़ संबंध वह मुख्य मार्ग है जिसके माध्यम से हम गुणवत्ता मानकों को वास्तविक उत्पादन दक्षता में बदलते हैं।

I. आगमी सामग्री की गुणवत्ता नियंत्रण: आपूर्ति श्रृंखला के अंत पर गुणवत्ता आश्वासन को मजबूत करना
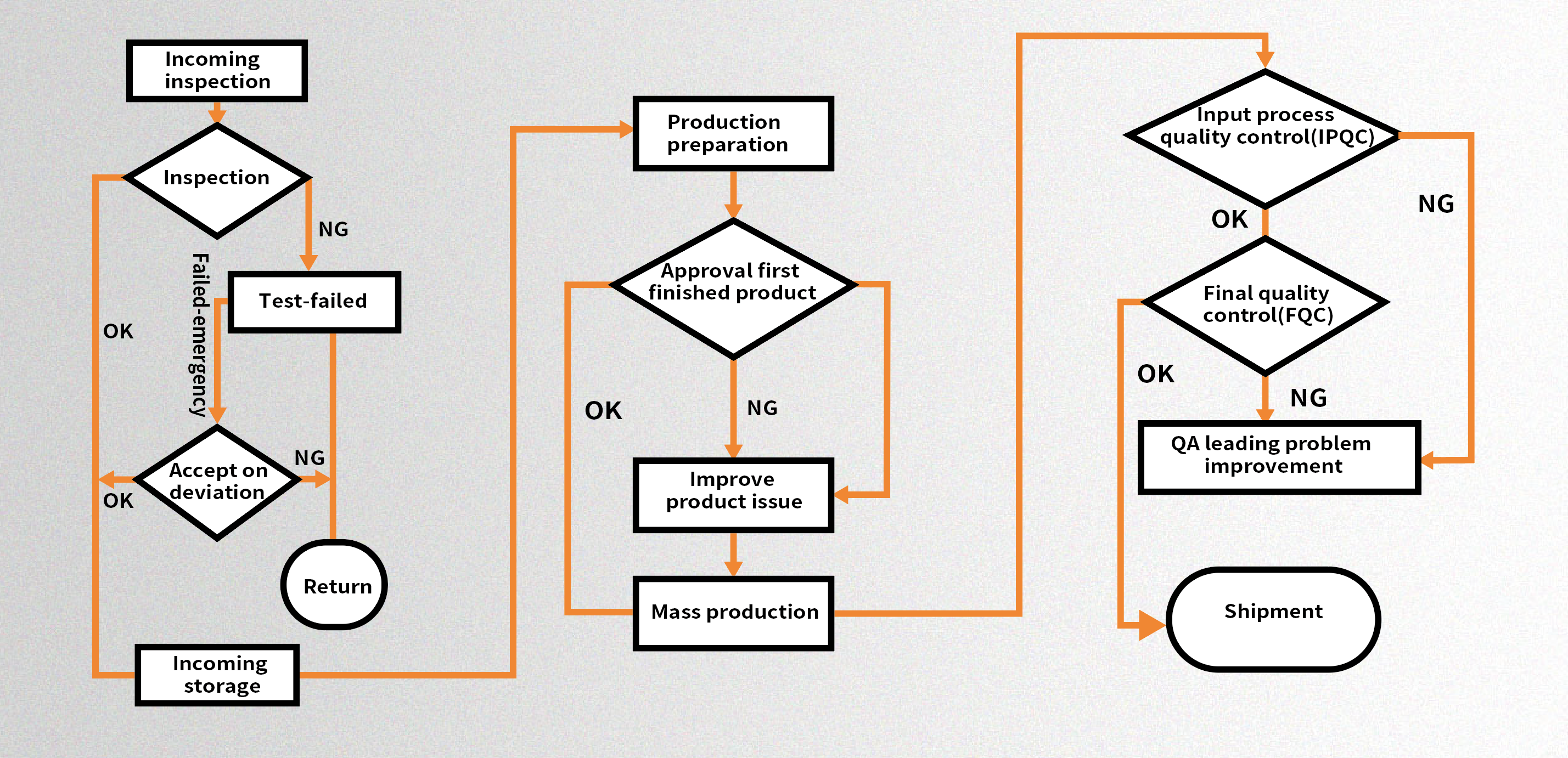
सामग्री के कारखाने में पहुँचने के बाद, भंडार विभाग सबसे पहले मात्रा और विनिर्देशों की पुष्टि करता है, सामग्री को निरीक्षणाधीन क्षेत्र में रखता है और एक साथ निरीक्षण के लिए आवेदन प्रस्तुत करता है। गुणवत्ता विभाग की आगमन गुणवत्ता नियंत्रण (IQC) टीम निर्धारित मानकों के अनुसार नमूना निरीक्षण करती है, LED चिप्स और लैंप हाउसिंग जैसे प्रदर्शन संकेतकों की पुष्टि करती है। योग्य सामग्री को लेबल किया जाता है और भंडार में रखा जाता है, जबकि अयोग्य सामग्री को एक अपवाद रिपोर्ट में दर्ज किया जाता है। खरीद विभाग आपूर्तिकर्ताओं के साथ वापसी या प्रतिस्थापन के लिए समन्वय करता है। तत्काल उत्पादन आवश्यकताओं के लिए, खरीद विभाग उत्पादन और गुणवत्ता विभागों की भागीदारी वाले जोखिम मूल्यांकन का नेतृत्व करता है। इस प्रक्रिया के माध्यम से मंजूरी प्राप्त सामग्री को अस्थायी रूप से जारी किया जा सकता है, जिससे समय पर वितरण सुनिश्चित होता है और गुणवत्ता जोखिमों को उत्पादन चरण तक पहुँचने से रोका जा सकता है।

II. उत्पादन तैयारी चरण: बैच निर्माण के लिए प्री-उत्पादन गुणवत्ता आश्वासन को बढ़ाना
आदेश शुरू होने के बाद, उत्पादन विभाग सामग्री मांग, उपकरण कैलिब्रेशन और ऑपरेटर प्रशिक्षण को पूरा करता है तथा प्रक्रिया आवश्यकताओं के अनुसार पहला नमूना तैयार करता है। गुणवत्ता विभाग की प्रक्रिया-के-दौरान गुणवत्ता नियंत्रण (IPQC) टीम, तकनीकी विभाग के सहयोग से, पहले नमूने की प्रक्रिया पैरामीटर्स, वेल्डिंग सटीकता और जलरोधक प्रदर्शन सहित व्यापक मान्यकरण करती है। केवल पहले नमूने के मान्यकरण पारित होने के बाद ही बैच उत्पादन शुरू किया जाता है। यदि पहले नमूने में कोई असंगति पाई जाती है, तो तकनीकी विभाग त्वरित रूप से प्रक्रिया या उपकरण से संबंधित मुद्दों की पहचान करता है और अनुकूलन उपाय विकसित करता है। उत्पादन विभाग समायोजन लागू करता है और तब तक पहला नमूना पुनः तैयार करता रहता है जब तक मान्यकरण सफल नहीं हो जाता—यह कदम बैच गुणवत्ता समस्याओं से बचने के लिए एक महत्वपूर्ण निवारक कार्रवाई है।

III. उत्पादन प्रक्रिया नियंत्रण: प्रक्रिया के दौरान और तैयार उत्पादों के लिए दोहरी गुणवत्ता बाधाओं की स्थापना
बैच उत्पादन के दौरान, उत्पादन विभाग मानकीकृत संचालन प्रक्रियाओं का सख्ती से पालन करता है, जिसमें प्रत्येक चरण पर ऑपरेटर गुणवत्ता मानकों को पूरा करने के लिए मध्यवर्ती उत्पादों का स्व-निरीक्षण करते हैं। IPQC टीम पूर्वनिर्धारित योजनाओं के अनुसार महत्वपूर्ण प्रक्रियाओं का नियमित रूप से निरीक्षण करती है तथा प्रक्रिया के क्रियान्वयन और उपकरण पैरामीटर्स की गतिशील निगरानी करती है। यदि कोई असामान्यता पाई जाती है, तो तुरंत एक आंतरिक सुधार प्रक्रिया शुरू की जाती है, और समस्याओं के समाधान के बाद ही उत्पादन फिर से शुरू किया जाता है। समाप्त उत्पादों के निर्माण के बाद, गुणवत्ता विभाग की अंतिम गुणवत्ता नियंत्रण (FQC) टीम नमूनाकरण मानकों के आधार पर उपस्थिति, कार्यक्षमता, पैकेजिंग और अन्य आयामों सहित सभी वस्तुओं का निरीक्षण करती है। योग्य उत्पादों को भंडारण के लिए जारी किया जाता है, जबकि अयोग्य उत्पादों को उत्पादन विभाग द्वारा पुनः कार्य किया जाता है और पुनः निरीक्षण किया जाता है, जिससे अंतिम चरण में गुणवत्ता अवरोध प्राप्त होता है।

IV. गुणवत्ता अपवाद निपटान: पूरी प्रक्रिया में निरंतर सुधार को बढ़ावा देना
आने वाली सामग्री, उत्पादन प्रक्रियाओं या तैयार उत्पादों में गुणवत्ता अपवादों के लिए, सभी विभाग मिलकर लूप को बंद करते हैं: खरीद विभाग आपूर्तिकर्ता द्वारा लिए गए सुधारात्मक कार्यों की प्रभावशीलता की जांच और सत्यापन करता है तथा मंजूर आपूर्तिकर्ता सूची को अद्यतन करता है; तकनीकी विभाग प्रक्रिया मानकों में अनुकूलन करता है, और उत्पादन विभाग संचालन प्रक्रियाओं में समायोजन लागू करता है; गुणवत्ता विभाग सुधार उपायों को प्रणाली दस्तावेजों में शामिल करता है और भावी उत्पादन में उनके क्रियान्वयन की निगरानी करता है। सभी अपवाद निपटान प्रक्रियाओं को "सुधारात्मक और निवारक कार्रवाई रिपोर्ट" में दर्ज किया जाता है, जिससे समान समस्याओं के दीर्घकालिक रोकथाम सुनिश्चित होती है तथा गुणवत्ता प्रणाली के निरंतर अनुकूलन को बढ़ावा मिलता है—यह ISO9001 सिद्धांत "निरंतर सुधार" के व्यावहारिक क्रियान्वयन को दर्शाता है।
हमारी गुणवत्ता प्रणाली में, अंतर-विभागीय सहयोग एक अलग प्रयास नहीं है: भंडार का लंबित निरीक्षण प्रबंधन गुणवत्ता निरीक्षण के लिए आधारभूत कदम बनता है; पहले नमूने का उत्पादन गुणवत्ता सत्यापन का मुख्य माध्यम है; और गुणवत्ता अपवाद प्रतिक्रिया तकनीकी अनुकूलन के लिए महत्वपूर्ण अंतर्दृष्टि प्रदान करती है। इस परस्पर जुड़े तंत्र के माध्यम से, हमारे बाहरी प्रकाश उत्पादों की गुणवत्ता स्थिर बनी रहती है, और गुणवत्ता प्रणाली "नियामक आवश्यकताओं" से "उत्पादन प्रथाओं" तक गहन एकीकरण प्राप्त करती है।