
في مصنعنا لإنارة الطرق، تكمن القيمة الأساسية لنظام الجودة ISO9001 في الجهود التعاونية القائمة على العمليات بين جميع الأقسام. من استلام المواد إلى تسليم المنتج النهائي، يُعد الربط السلس للمسؤوليات عبر كل مرحلة هو المسار الرئيسي الذي نُحوّل من خلاله معايير الجودة إلى كفاءة إنتاج ملموسة.

أولًا: مراقبة جودة المواد الواردة: تعزيز ضمان الجودة في نهاية سلسلة التوريد
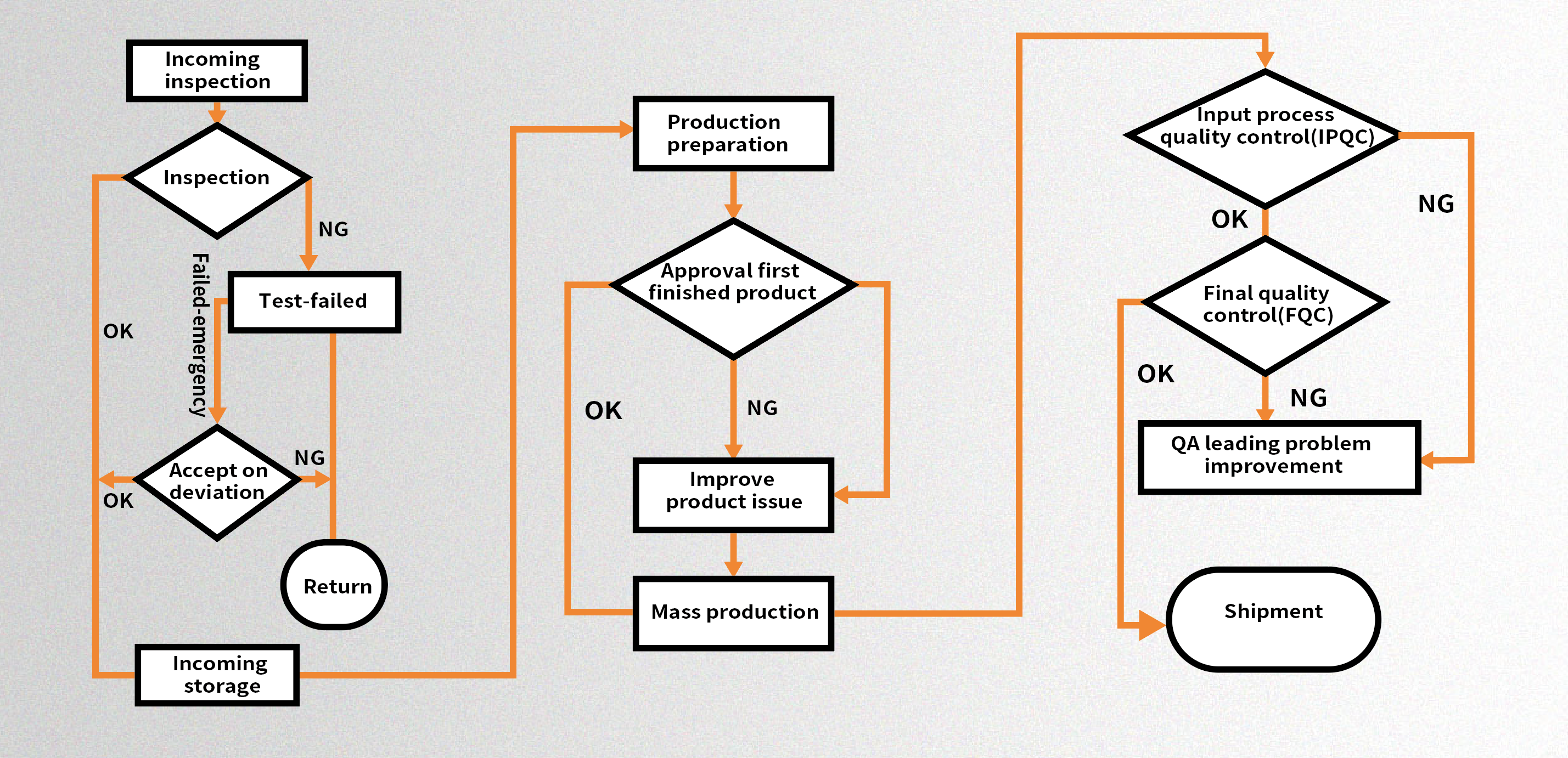
بعد وصول المواد إلى المصنع، تقوم إدارة المستودعات أولاً بالتحقق من الكمية والمواصفات، ثم تضع المواد في منطقة الانتظار للفحص، وتُقدِّم في الوقت نفسه طلب فحص. ويقوم فريق الرقابة على جودة الواردات (IQC) التابع لقسم الجودة بإجراء فحوصات عينة وفقاً للمعايير المحددة، للتحقق من مؤشرات الأداء مثل رقاقات الصمامات الثنائية الباعثة للضوء (LED) وغلاف المصباح. وتُرفَق المواد المطابقة ببطاقة دالة ثم تُخزَّن في المستودع، في حين تُسجَّل المواد غير المطابقة في تقرير استثناء. وتتولى إدارة المشتريات التنسيق مع الموردين لإعادة المواد أو استبدالها. وفي حالات الإنتاج العاجلة، تتولى إدارة المشتريات قيادة تقييم المخاطر بالتعاون مع إدارتي الإنتاج والجودة. ويمكن إطلاق سراح المواد التي تتم الموافقة عليها من خلال هذه العملية بشكل مؤقت، مما يضمن التسليم في الوقت المناسب ويمنع انتقال مخاطر الجودة إلى مرحلة الإنتاج.

المرحلة الثانية: مرحلة إعداد الإنتاج: تعزيز ضمان الجودة قبل الإنتاج للتصنيع بالدُفعات
بعد بدء الطلب، يقوم قسم الإنتاج باستلام المواد، ومعايرة المعدات، وتدريب المشغلين، وإنتاج العينة الأولى وفقًا لمتطلبات العملية. ثم تقوم فرقة مراقبة الجودة خلال الإنتاج (IPQC) من قسم الجودة بالتعاون مع القسم الفني بالتحقق الشامل من العينة الأولى، بما في ذلك معايير العملية، ودقة اللحام، وأداء مقاومة الماء. ولا يبدأ الإنتاج بالدُفعات إلا بعد اجتياز العينة الأولى لعملية التحقق. وإذا تم اكتشاف أي شذوذ في العينة الأولى، يقوم القسم الفني بتحديد المشكلات المتعلقة بالعملية أو المعدات بشكل سريع، ويضع تدابير تحسينية. ثم يقوم قسم الإنتاج بتنفيذ التعديلات وإعادة إنتاج العينة الأولى حتى يتم اجتياز التحقق بنجاح—وتعتبر هذه الخطوة إجراءً وقائيًا حيويًا لتفادي المشكلات الجماعية في الجودة.

ثالثاً: التحكم في عملية الإنتاج: إقامة حاجزين مزدوجين للجودة للمنتجات أثناء المعالجة والمنتجات النهائية
أثناء إنتاج الدُفعات، تلتزم إدارة الإنتاج التزامًا صارمًا بإجراءات التشغيل القياسية، حيث يقوم المشغلون في كل خطوة بإجراء فحوصات ذاتية لضمان مطابقة المنتجات الوسيطة لمعايير الجودة. وتقوم فرقة الرقابة على الجودة خلال الإنتاج (IPQC) بإجراء فحوصات دورية للعمليات الرئيسية وفقًا لخطط محددة مسبقًا، لمراقبة ديناميكية لتنفيذ العمليات ومعايير المعدات. وفي حال اكتشاف أي شذوذ، يتم بدء إجراء تصحيح أثناء العملية على الفور، ولا يستأنف الإنتاج إلا بعد حل المشكلات. وبعد اكتمال المنتجات النهائية، تقوم فرقة الرقابة النهائية على الجودة (FQC) التابعة لإدارة الجودة بإجراء فحوصات شاملة للبنود كافة وفقًا لمعايير العينة، تشمل المظهر والوظيفة والتغليف وأبعاد أخرى. وتُفرَج عن المنتجات المطابقة لتدخل المخزن، في حين تُعاد معالجة المنتجات غير المطابقة من قبل إدارة الإنتاج ويُعاد فحصها، مما يحقق اعتراض الجودة في المرحلة النهائية.

رابعًا. إغلاق استثناءات الجودة: تعزيز التحسين المستمر عبر العملية بأكملها
بالنسبة لاستثناءات الجودة في المواد الواردة، أو عمليات الإنتاج، أو المنتجات النهائية، فإن جميع الأقسام تعمل معًا لإغلاق هذه القضايا: حيث تتولى إدارة المشتريات متابعة والتحقق من فعالية إجراءات التصحيح المقدمة من الموردين، بالإضافة إلى تحديث قائمة الموردين المعتمدين؛ وتقوم الإدارة الفنية بتحسين مواصفات العمليات، بينما تنفذ إدارة الإنتاج التعديلات اللازمة على إجراءات التشغيل؛ وتعمل إدارة الجودة على دمج تدابير التحسين في وثائق النظام ومراقبة تنفيذها في عمليات الإنتاج اللاحقة. ويتم توثيق جميع عمليات معالجة الاستثناءات في "تقارير الإجراءات التصحيحية والوقائية"، بما يضمن منع حدوث مشكلات مماثلة على المدى الطويل ويدفع نحو التحسين المستمر لنظام الجودة — وهذا يجسد التطبيق العملي لمبدأ ISO9001 الخاص بـ"التحسين المستمر".
في نظام الجودة الخاص بنا، لا يُعد التعاون بين الإدارات جهدًا منفصلًا: إذ يُشكل إدارة المستودع للتفتيش المعلق الخطوة الأساسية لفحوصات الجودة؛ ويُعد إنتاج العينة الأولى الوسيلة الأساسية للتحقق من الجودة؛ بينما توفر ملاحظات الاستثناءات المتعلقة بالجودة رؤى حاسمة لتحسين التقنيات. ومن خلال هذا الآلية المترابطة، تظل جودة منتجات الإضاءة الخارجية لدينا مستقرة، ويتحقق اندماج عميق لنظام الجودة من "متطلبات تنظيمية" إلى "ممارسات إنتاجية".